+86-400-172-1514
-


-


WhatsApp


Закупка пластинчатых теплообменных агрегатов
Когда говорят о закупке пластинчатых теплообменных агрегатов, многие сразу думают о стоимости самого аппарата. Это первая и часто критическая ошибка. На деле, если считать полную стоимость владения, цена теплообменника — это лишь 30-40% истории. Остальное — это монтаж, обвязка, автоматика, настройка и, что самое важное, обслуживание и ремонтопригодность в будущем. Часто сталкивался с ситуациями, когда дешевый агрегат на этапе запуска требовал переделки всей обвязки из-за нестандартных присоединительных размеров, а в итоге проект вылетал в копеечку. Или когда через пару лет нужно было заменить прокладки, а производитель уже сменил типоразмер пластин, и пришлось менять весь пакет. Вот об этих подводных камнях и хочется порассуждать.
От технического задания до коммерческого предложения: где кроются риски
Всё начинается с ТЗ. Казалось бы, что тут сложного: температура, давление, среды, тепловая мощность. Но именно здесь закладываются будущие проблемы. Например, часто забывают про запас поверхности. Не тот запас, который в 50% ?на всякий случай?, а разумный, в 10-15%, учитывающий возможное загрязнение или небольшое изменение режимов работы. Без него агрегат через год-два перестанет выдавать нужные параметры. Или нюанс с давлением: указывают рабочее, но забывают про испытательное. А оно в полтора раза выше. И если обвязка и арматура рассчитаны только на рабочее, гидравлические испытания перед пуском могут стать неприятным сюрпризом.
Ещё один момент — это требование к материалам. Для обычной воды с температурой до 90°C часто достаточно пластин из AISI 304. Но если в воде даже незначительное содержание хлоридов, а температура выше 60°C, начинается риск точечной коррозии. Тут уже нужна 316L. Но в ТЗ часто пишут просто ?нержавеющая сталь?, и недобросовестный поставщик, выигрывая тендер по цене, поставит более дешевую 304-ю. Проблема проявится не сразу, а через несколько лет, когда гарантия уже закончится.
При оценке коммерческих предложений важно смотреть не на красивые картинки, а на деталировку. Что именно входит в стоимость агрегата? Рама, плиты, пластины, прокладки — это понятно. А крепеж? А опорные лапы? А паспорт с реальными, а не типовыми расчетами? Здесь, кстати, стоит отметить подход таких производителей, как ООО Аньян Тэнжуй Энергосберегающее Оборудование. На их сайте https://www.tp-unit.ru видно, что компания, работающая с 2012 года, делает акцент именно на комплектность и последующее обслуживание. В их случае агрегат часто поставляется уже в сборе с насосной группой и контроллером, что снимает массу головной боли по совместимости компонентов на объекте.
Монтаж и пусконаладка: теория против практики
Вот агрегат приехал на объект. Самая частая ошибка на этом этапе — отсутствие подготовленного места. Аппарат нужно не просто поставить на пол, а на ровное, жесткое основание, с учетом свободного пространства для разборки и выемки пластинчатого пакета для чистки. Не раз видел, как теплообменник втиснут в угол, и для обслуживания приходится отключать пол-узла. Это прямое следствие плохого проектирования.
Обвязка — отдельная песня. Жесткая подводка труб без компенсаторов температурных расширений — это гарантия будущих протечек в местах соединений. Обязательно нужны опоры и подвесы для труб, чтобы вес не лег на патрубки теплообменника. Часто монтажники, экономя время, игнорируют этот момент, а потом удивляются, почему через полгода потекло.
Пусконаладка — это не просто ?открыли краны и запустили?. Нужна поэтапная опрессовка, проверка на герметичность по каждому контуру отдельно. Важнейший этап — балансировка расходов. Если расходы по контурам не соответствуют расчетным, КПД агрегата падает катастрофически. Здесь незаменима автоматика с корректно настроенным ПИД-регулированием. Кстати, именно комплексные решения, где теплообменный агрегат и система управления делаются одним производителем, как у упомянутой компании, избавляют от бесконечных споров между поставщиками оборудования о том, кто виноват в некорректной работе.
Эксплуатация и обслуживание: что происходит после гарантии
Предположим, агрегат запущен и работает. Основной враг пластинчатого теплообменника — загрязнения. Накипь, шлам, биологические обрастания. Регламент промывок зависит от среды. Для систем ГВС с жесткой водой это может быть раз в полгода, для технических контуров — раз в год или реже. Но главное — не пропустить момент. Падение температурного напора на 10-15% от первоначального — четкий сигнал к чистке.
Сама чистка — это тоже искусство. Механическая щетками хороша, но есть риск поцарапать пластины. Химическая промывка эффективнее, но требует правильного подбора реагента, чтобы не повредить прокладки. И здесь снова встает вопрос о поставщике. Если это просто торговый посредник, он даст общие рекомендации. Если производитель, как ООО Аньян Тэнжуй Энергосберегающее Оборудование, который занимается и монтажом, и обслуживанием, у него, как правило, есть отработанные методики и даже услуги по проведению таких чисток. Это ценная опция.
Замена прокладок — неизбежность. Срок их службы сильно зависит от температуры и среды. Важно использовать оригинальные прокладки или точно совместимые по материалу. Установка неподходящих приведет к протечке и остановке. Хороший признак производителя — наличие на складе запасных частей для своих аппаратов, даже для моделей 5-7-летней давности. Это говорит о долгосрочном подходе.
Автоматика и управление: ?мозги? агрегата
Простейший агрегат может работать на ручных кранах, но это каменный век. Сегодня стандарт — это контур регулирования с приводом на трехходовом клапане или частотным регулированием насосов. И здесь ключевое — логика работы контроллера. Она должна быть адекватна процессу. Например, для системы отопления с погодозависимым регулированием нужен один алгоритм, для поддержания температуры ГВС — другой.
Частая ошибка — попытка сэкономить на датчиках. Ставят дешевые термопары с большим временем отклика, и система работает в режиме постоянного колебания, ?дергается?. Это приводит к износу арматуры и дискомфорту для потребителя. Качественные платиновые термометры сопротивления (Pt100, Pt1000) — must have.
Интеграция в общую систему диспетчеризации здания (BMS) — тоже важный момент, который часто упускают на стадии закупки. Уточните, какие протоколы связи (Modbus, BACnet) поддерживает контроллер агрегата. Иначе потом придется ставить шлюзы, что удорожает и усложняет систему. Производители, которые сами делают АСУ ТП, как правило, сразу закладывают такую возможность.
Выбор поставщика: отношения, а не разовая сделка
Итак, возвращаясь к началу. Закупка пластинчатых теплообменных агрегатов — это не покупка станка. Это начало долгих отношений с поставщиком на весь жизненный цикл оборудования, который может составлять 15-20 лет. Поэтому ключевой критерий — не минимальная цена в тендере, а репутация и возможности поставщика.
Есть ли у него собственное конструкторское бюро, чтобы оперативно сделать расчет под ваши нестандартные условия? Есть ли склад запасных частей? Предоставляет ли он услуги шеф-монтажа и пусконаладки? Как быстро реагирует на запросы по гарантии? Ответы на эти вопросы часто важнее, чем разница в 5-10% стоимости.
В этом контексте компании с полным циклом, от производства до сервиса, имеют очевидное преимущество. Например, ООО Аньян Тэнжуй Энергосберегающее Оборудование, согласно информации на их сайте, как раз позиционирует себя как такого интегратора: производство, продажа, монтаж и обслуживание теплообменных установок, пластинчатых теплообменников и АСУ ТП. Для ответственного объекта такой подход может сэкономить массу времени и нервов, потому что вся ответственность за конечный результат лежит на одном плече. В итоге, переплатив немного на этапе закупки, вы экономите значительные средства на этапах монтажа, запуска и многолетней эксплуатации. Это и есть тот самый разумный подход к закупке, который приходит только с опытом, часто горьким.
Соответствующая продукция
Соответствующая продукция






Самые продаваемые продукты
Самые продаваемые продукты-
 Водоводяной теплообменник
Водоводяной теплообменник -
 Парожидкостная теплообменная установка
Парожидкостная теплообменная установка -
 Циркуляционный насос (трубопроводный насос)
Циркуляционный насос (трубопроводный насос) -
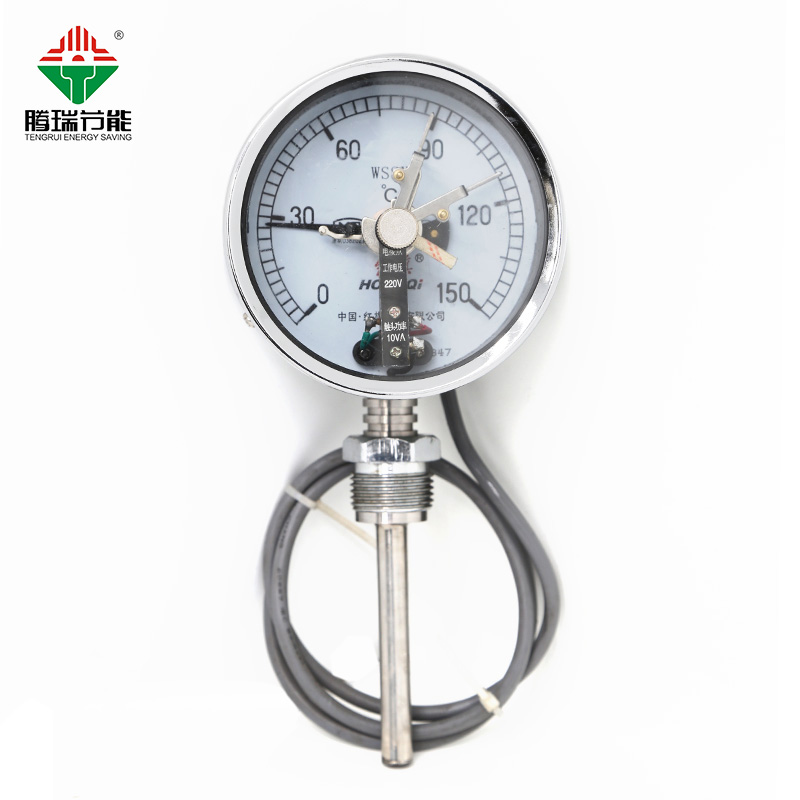 Контрольно-измерительные приборы
Контрольно-измерительные приборы -
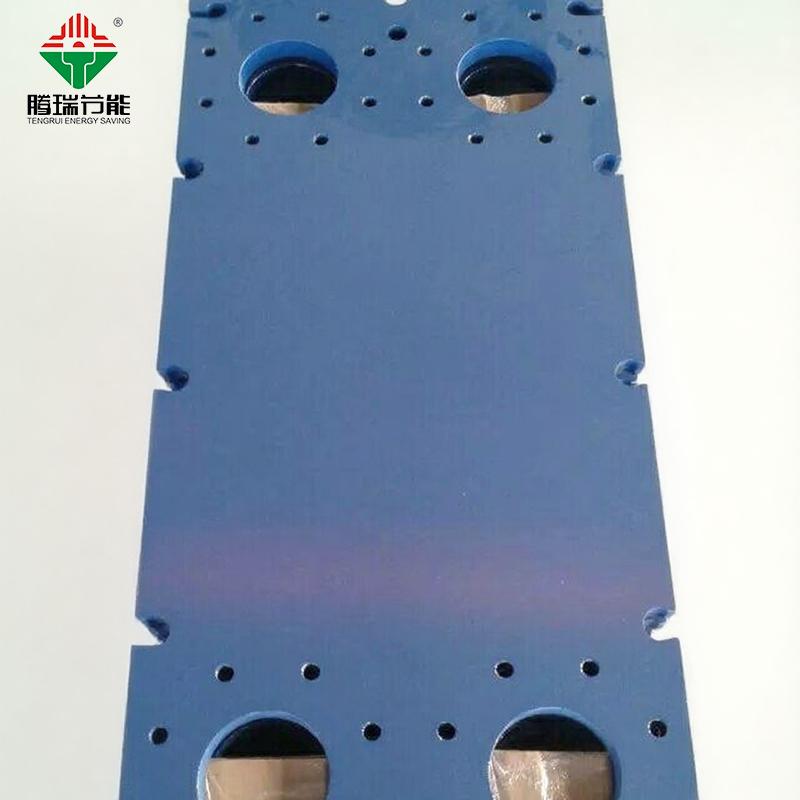 Прижимная плита
Прижимная плита -
 Подпиточный насос (многоступенчатый насос из нержавеющей стали)
Подпиточный насос (многоступенчатый насос из нержавеющей стали) -
 Водоводяная теплообменная установка
Водоводяная теплообменная установка -
 Теплообменник с гофрированными трубами
Теплообменник с гофрированными трубами -
 Парожидкостный теплообменник
Парожидкостный теплообменник -
 Высокоэффективная теплообменная установка
Высокоэффективная теплообменная установка -
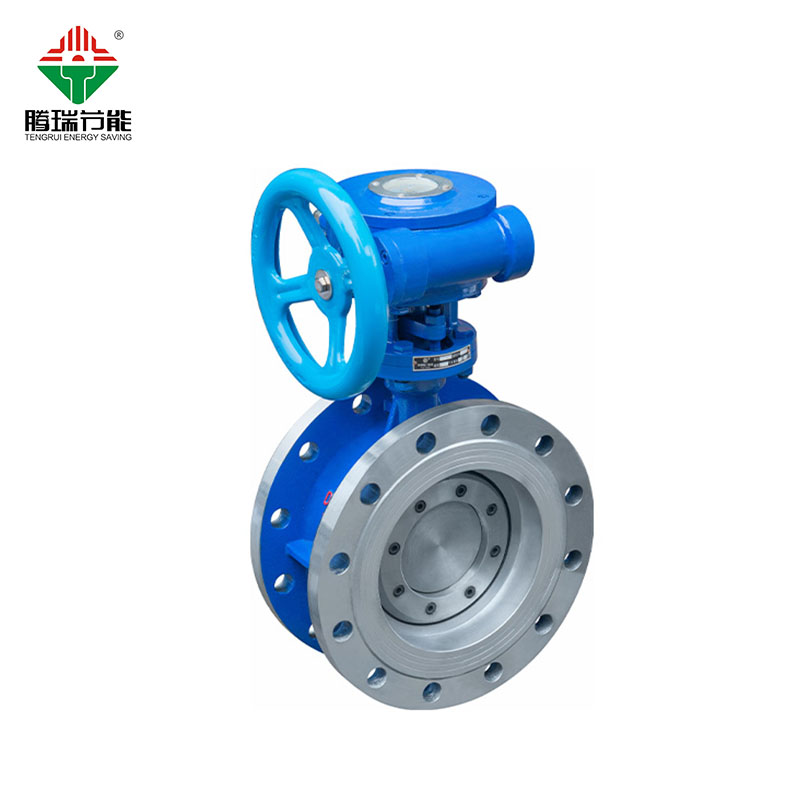 Клапан
Клапан -
 Разборный пластинчатый теплообменник
Разборный пластинчатый теплообменник
Связанный поиск
Связанный поиск- Почему стоит выбрать пластинчатый теплообменник вместо кожухотрубного производители
- Контрольно-измерительные приборы для теплообменников цена
- Срочная замена теплообменного аппарата производители
- Теплообменный блок для промышленного применения производители
- Интеллектуальный теплообменный блок для отопления с температурным контролем поставщик
- Система рекуперации тепла для промышленных отходов производитель
- Компактный теплообменник для отопления зданий производитель
- производитель высокоэффективных теплообменных блоков
- Запасные части для кожухотрубных теплообменников цена
- Пластины теплообменника из стали ss316l производитель