+86-400-172-1514
-


-


WhatsApp


Комплектующие для теплообменников фармацевтического класса производитель
Фармацевтика – это особый мир, где требования к чистоте, надежности и безопасности выходят за рамки обычного. И когда речь заходит о теплообменниках, это становится критически важным. Часто я сталкиваюсь с недопониманием: любая сталь, обработанная каким-то покрытием, считается подходящей. Это не так. Необходимо строгое соответствие стандартам, от выбора материалов до методик очистки и валидации. Попробую поделиться некоторыми мыслями и опытом, которые, надеюсь, будут полезны.
Сложность выбора материалов и их влияние на процесс
Самое первое, с чего нужно начинать – это выбор материала. И, конечно, речь не только о нержавеющей стали. Да, комплектующие для теплообменников фармацевтического класса производитель, который предлагает изделия из AISI 316L, часто является базовым решением, но это не всегда оптимально. Нужно рассматривать специфику технологического процесса: какие реагенты используются, какие температуры и давления достигаются. Например, для работы с агрессивными кислотами или щелочами, часто используют сплавы с повышенной устойчивостью к коррозии, а в некоторых случаях – титан. Я помню один проект, где мы пытались использовать стандартную 316L, но она быстро давала признаки деградации при контакте с определенным реагентом. Пришлось переходить на сплав с добавлением ниобия – это стоило дороже, но позволило избежать дорогостоящих простоев и замены оборудования.
А еще очень важна чистота материалов. Даже микроскопические загрязнения могут стать источником проблем. Необходимо использовать только сертифицированные материалы от проверенных поставщиков. Помните, что производство комплектующих для теплообменников фармацевтического класса – это не просто изготовление деталей, это гарантия безупречной чистоты вашего продукта.
Важность качества поверхности и обработка
Поверхность комлектующих для теплообменников фармацевтического класса должна быть идеально гладкой, без царапин, заусенцев и других дефектов. Это касается как внутренних, так и внешних поверхностей. Особенно это важно для пластинчатых теплообменников, где даже небольшая шероховатость может снизить эффективность теплообмена и затруднить очистку. В наших лабораториях применяются различные методы обработки поверхности: полировка, пескоструйная обработка, пассивация. Важно понимать, что каждый метод имеет свои преимущества и недостатки, и выбор конкретного метода зависит от материала и требований к чистоте.
Мы однажды столкнулись с проблемой повышенного загрязнения теплообменника после запуска. Оказалось, что при полировке поверхности остались микроскопические частицы, которые со временем накапливались и приводили к ухудшению качества продукта. Пришлось полностью переделывать обработку поверхности, используя более тщательно контролируемый процесс и специализированное оборудование.
Контроль качества на всех этапах производства
Контроль качества – это не просто финальная проверка готовых изделий. Это непрерывный процесс, который должен охватывать все этапы производства, начиная от входного контроля материалов и заканчивая упаковкой готовой продукции. Мы используем различные методы контроля качества: визуальный осмотр, ультразвуковой контроль, рентгеновский контроль, контроль химического состава. Для пластинчатых теплообменников особенно важно проводить контроль герметичности и геометрии пластин.
Важно понимать, что производитель комплектующих для теплообменников фармацевтического класса должен не только соответствовать стандартам, но и иметь систему контроля качества, которая позволяет выявлять и устранять дефекты на ранних стадиях. Это требует значительных инвестиций в оборудование и обучение персонала, но это необходимо для обеспечения надежности и безопасности продукции.
Проблемы с автоматизацией и человеческий фактор
Автоматизация производства – это, конечно, хорошо, но она не должна полностью исключать человеческий фактор. Очень часто возникают ситуации, когда автоматизированные системы выдают непредсказуемые результаты. И здесь на помощь приходит опытный оператор, который может оперативно выявить и устранить проблему. Мы активно внедряем системы машинного зрения для контроля качества, но всегда оставляем за оператором возможность ручного контроля.
Человеческий фактор особенно важен на этапах сборки и монтажа. Неправильная установка соединения, использование неподходящих уплотнителей или несоблюдение технологии сборки могут привести к утечкам и загрязнению продукта. Поэтому необходимо уделять особое внимание обучению персонала и контролю за соблюдением технологической дисциплины. Мы в ООО Аньян Тэнжуй Энергосберегающее Оборудование уделяем большое внимание этому аспекту и регулярно проводим тренинги для наших сотрудников.
Валидация и документация
Завершающий этап – валидация и документация. После изготовления комплектующих для теплообменников фармацевтического класса необходимо провести валидацию, чтобы подтвердить, что они соответствуют требованиям спецификации и пригодны для использования в фармацевтическом производстве. Валидация должна проводиться в соответствии с международными стандартами (GMP, USP, EP). Вся документация должна быть оформлена четко и понятно, чтобы можно было отследить всю историю изготовления изделия.
Мы всегда предоставляем нашим клиентам полный пакет документации, включая сертификаты качества, протоколы испытаний, паспорта качества и карту технологического процесса. Это позволяет нашим клиентам быть уверенными в том, что они получают надежные и безопасные комплектующие, соответствующие всем требованиям.
Соответствующая продукция
Соответствующая продукция



Самые продаваемые продукты
Самые продаваемые продукты-
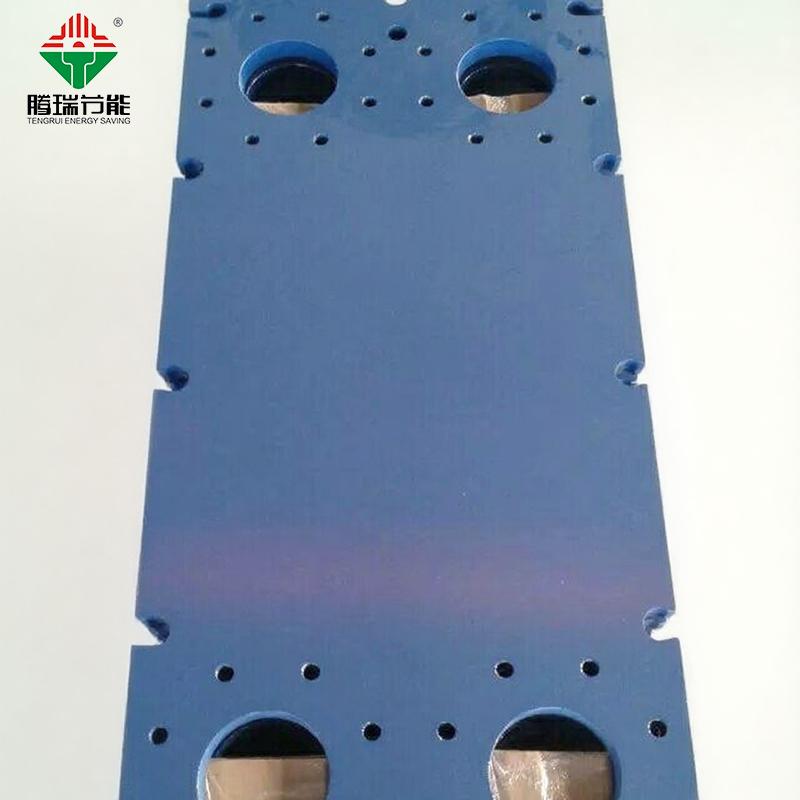
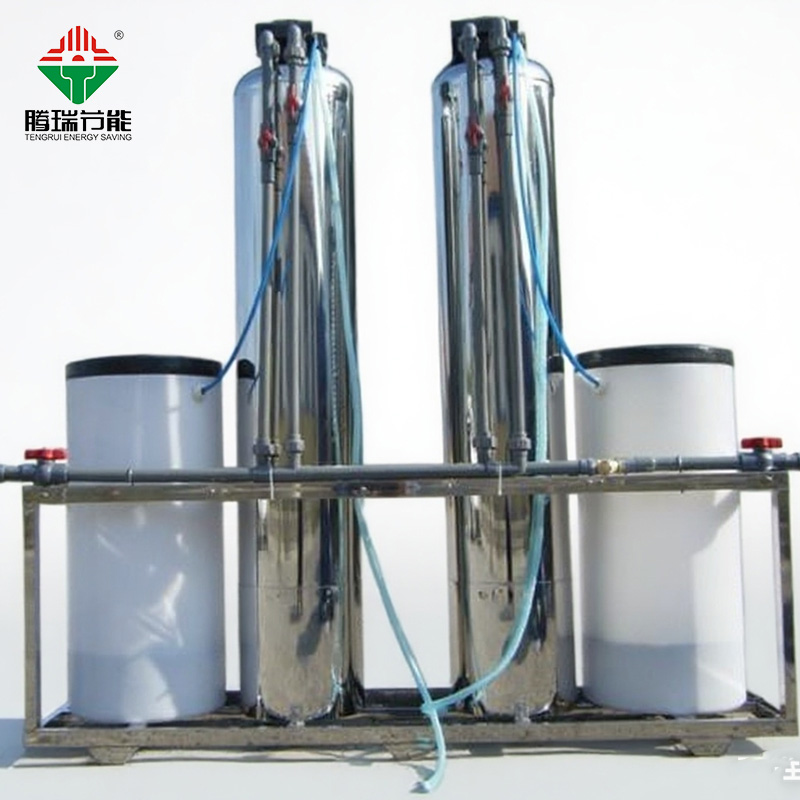 Умягченная вода
Умягченная вода -
 Подпиточный насос (многоступенчатый насос из нержавеющей стали)
Подпиточный насос (многоступенчатый насос из нержавеющей стали) -
 Водоводяная теплообменная установка
Водоводяная теплообменная установка -
 Водоводяной теплообменник
Водоводяной теплообменник -
 Разборный пластинчатый теплообменник
Разборный пластинчатый теплообменник -
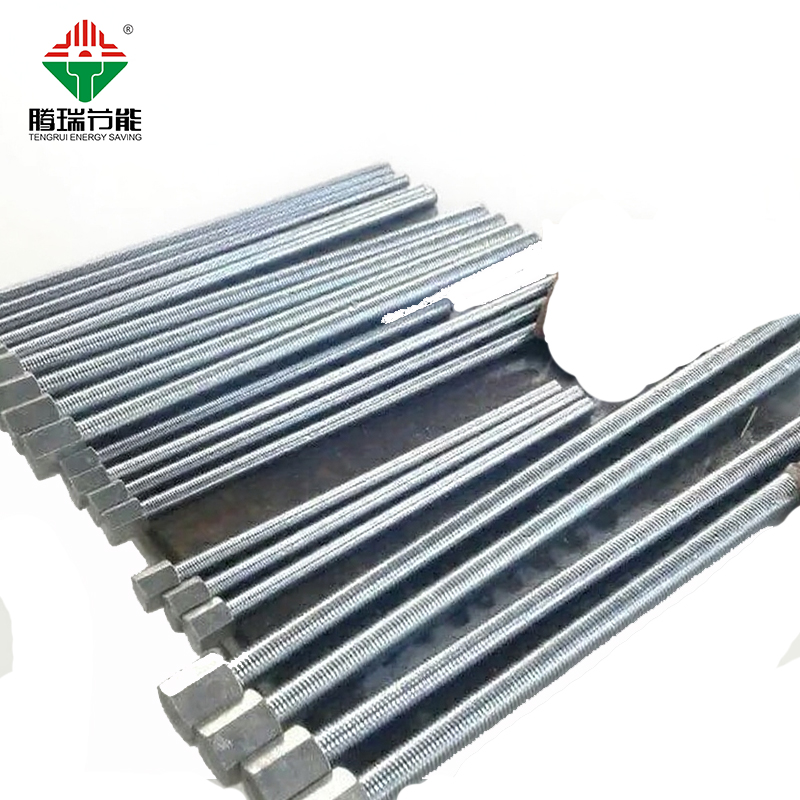 Стяжные болты
Стяжные болты -
 Уплотнительная прокладка пластинчатого теплообменника
Уплотнительная прокладка пластинчатого теплообменника -
 Парожидкостный теплообменник
Парожидкостный теплообменник -
 Теплообменник с плавающими змеевиками
Теплообменник с плавающими змеевиками -
 Емкостной теплообменник
Емкостной теплообменник -
 Парожидкостная теплообменная установка
Парожидкостная теплообменная установка -
 Электрощиты управления
Электрощиты управления
Связанный поиск
Связанный поиск- Лазерносварные пластины теплообменника из нержавеющей стали цена
- Теплообменный блок для судовой промышленности спг цена
- Стяжные болты для комплектующих пластинчатого теплообменника поставщик
- Высокоэффективный теплообменный аппарат поставщик
- прямые заменяемые пластины для моделей теплообменников Xylem
- Пластинчатый теплообменник с прокладками основная страна покупателя
- Как повысить эффективность теплообменных установок поставщики
- Соленоидные клапаны для теплообменных систем цена
- индивидуальное проектирование пластинчатых теплообменников
- Высокоэффективный теплообменный аппарат цена