+86-400-172-1514
-


-


WhatsApp


Пластины и прокладки теплообменников на заказ производитель
Сразу скажу – тема пластин и прокладок теплообменников, особенно когда речь заходит о заказе, может казаться довольно простой. Но на практике все гораздо сложнее. Встречаются завышенные ожидания, нереалистичные сроки, недостаточное понимание требований к материалам. За годы работы я видел многое, и часто начинал с того, что клиенту просто не хватает информации, чтобы правильно сформулировать запрос. Поэтому решил поделиться своим опытом, не претендуя на абсолютную истину, а лишь на практические наблюдения.
Почему выбор материалов так важен?
Вопрос материала – это вообще краеугольный камень. Пластины для теплообменников изготавливают из разных сплавов – нержавеющей стали (разных марок, разумеется), меди, меди с хромом, титана. Выбор зависит от множества факторов: рабочей среды (температура, агрессивность сред), требуемой эффективности, бюджета. Нельзя просто взять первую попавшуюся нержавейку. Некоторые марки, например, 316L, предпочтительнее, когда есть риск коррозии, другие – более экономичны, но менее устойчивы к высоким температурам. И выбор материала влияет на последующее изготовление прокладок, которые должны обеспечивать герметичность соединения, не деформируясь при высоких температурах и давлениях.
Мы как-то работали с предприятием химической промышленности, им требовались пластины для теплообменника, работающего в условиях агрессивной среды – серная кислота. Выбор материала пал на 316L, но даже здесь возникла проблема: не все поставщики могли гарантировать соответствие сертификации, а некоторые предлагали 'аналоги' сомнительного качества. Это, в свою очередь, напрямую влияло на долговечность всего теплообменника. Кстати, о прокладках - их тоже нужно подбирать под материал пластин. Нельзя использовать прокладку из резины с нержавеющей сталью – она быстро деформируется и потеряет свои свойства.
Иногда бывает, что клиент выбирает материал, исходя из цены, не задумываясь о долгосрочных последствиях. В итоге, экономия на этапе закупки обходится гораздо дороже из-за необходимости замены оборудования.
Изготовление пластин: технологии и нюансы
Существует несколько основных способов изготовления пластин для теплообменников: штамповка, литье, механическая обработка. Каждый метод имеет свои преимущества и недостатки. Штамповка – это самый распространенный способ, он позволяет производить пластины большого формата и высокой точности. Литье – подходит для изготовления сложных профилей, но обычно дороже. Механическая обработка используется для придания пластинам окончательной формы и размеров, а также для обработки резьбовых соединений.
Важным аспектом является контроль качества на всех этапах производства. Нельзя допускать дефектов, таких как трещины, царапины, неровности поверхности. Иначе это приведет к снижению эффективности теплообмена и увеличению риска утечек. У нас в работе часто встречаются случаи, когда клиенты жалуются на неравномерность толщины пластин, что негативно сказывается на теплопередаче. Дело, как правило, в недостаточном контроле качества при штамповке.
Еще один момент – это обработка поверхности пластин. Для повышения эффективности теплообмена поверхность пластин обычно подвергают специальной обработке, например, нанопокрытию или шлифованию. Это увеличивает площадь теплообмена и снижает сопротивление теплопередаче. При выборе поставщика необходимо уточнить, какие технологии обработки поверхности он использует и какие результаты они дают.
Прокладки: герметичность и долговечность
Прокладки для теплообменников – это, казалось бы, мелочь, но от их качества зависит герметичность соединения и долговечность всего оборудования. Прокладки изготавливают из различных материалов: фторопластов (PTFE), EPDM, Viton, силикона. Каждый материал имеет свои свойства: температурный диапазон, химическую стойкость, механическую прочность. Выбор материала прокладки должен соответствовать условиям работы теплообменника – температуре, давлению, агрессивности среды.
При изготовлении прокладок важно соблюдать точные размеры и геометрию. Прокладки должны плотно прилегать к поверхности пластин, не оставляя зазоров и щелей. Нельзя допускать деформации прокладок при высоких температурах и давлениях. В противном случае, это приведет к утечкам и снижению эффективности теплообмена. Мы сталкивались с ситуацией, когда из-за неправильно подобранной прокладки произошла утечка теплоносителя, что привело к остановке производства и дорогостоящему ремонту.
Важно помнить, что срок службы прокладок ограничен. Рекомендуется регулярно проверять состояние прокладок и заменять их при необходимости. Не стоит экономить на прокладках, так как это может привести к серьезным последствиям.
ООО Аньян Тэнжуй Энергосберегающее Оборудование: Ваш надежный партнер
ООО Аньян Тэнжуй Энергосберегающее Оборудование, основанная в 2012 году, – это компания с большим опытом в области производства и поставки теплообменного оборудования. Мы предлагаем полный спектр услуг: от проектирования и изготовления пластин и прокладок до монтажа и обслуживания теплообменных установок. Наша команда состоит из квалифицированных инженеров и технологов, которые всегда готовы помочь вам в выборе оптимального решения.
Мы используем современное оборудование и материалы от проверенных поставщиков. Мы гарантируем высокое качество нашей продукции и соблюдение сроков поставки. Мы ценим наших клиентов и стремимся к долгосрочному сотрудничеству. Подробную информацию о нашей компании и продукции вы можете найти на нашем сайте: https://www.tp-unit.ru.
Надеюсь, эта информация будет полезной для вас. Если у вас возникнут какие-либо вопросы, не стесняйтесь обращаться к нам.
Соответствующая продукция
Соответствующая продукция




Самые продаваемые продукты
Самые продаваемые продукты-
 Парожидкостная теплообменная установка
Парожидкостная теплообменная установка -
 Подпиточный насос (многоступенчатый насос из нержавеющей стали)
Подпиточный насос (многоступенчатый насос из нержавеющей стали) -
 Умягченная вода
Умягченная вода -
 Теплообменник с плавающими змеевиками
Теплообменник с плавающими змеевиками -
 Парожидкостный теплообменник
Парожидкостный теплообменник -
 Уплотнительная прокладка пластинчатого теплообменника
Уплотнительная прокладка пластинчатого теплообменника -
 Теплообменник с гофрированными трубами
Теплообменник с гофрированными трубами -
 Теплообменник с витыми трубами
Теплообменник с витыми трубами -
 Полностью автоматическая теплообменная установка
Полностью автоматическая теплообменная установка -
 Пластины для пластинчатого теплообменника из нержавеющей стали
Пластины для пластинчатого теплообменника из нержавеющей стали -
 Электрощиты управления
Электрощиты управления -
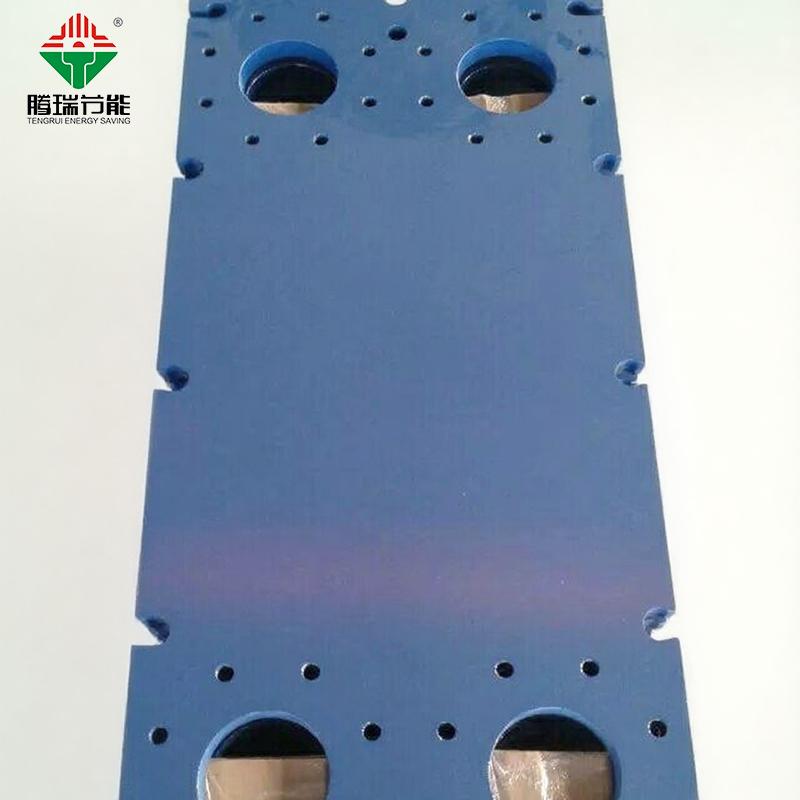 Прижимная плита
Прижимная плита
Связанный поиск
Связанный поиск- пластины для пластинчатых теплообменников из сверхчистой нержавеющей стали 316L для полупроводниковой промышленности
- Химически стойкие прокладки для пластинчатых теплообменников завод
- Интеллектуальный теплообменный блок для отопления с температурным контролем поставщики
- EPDM прокладки для пищевых пластинчатых теплообменников
- Теплостойкий теплообменник для производства асфальта основная страна покупателя
- Пластинчатые теплообменники с прокладками в наличии производители
- Гигиеничный пластинчатый теплообменник для производства напитков основная страна покупателя
- Epdm прокладки, соответствующие требованиям fda цена
- Нержавеющие водяные насосы с сертификатом iso поставщик
- Можно ли использовать теплообменники в системах возобновляемой энергетики производители