+86-400-172-1514
-


-


WhatsApp


Полностью автоматизированный теплообменный аппарат с плк-управлением основная страна покупателя
Все мы слышали про автоматизацию, и конечно, полностью автоматизированные теплообменные аппараты с плк-управлением кажутся идеальным решением для повышения эффективности. Но на практике – это не всегда так просто. Часто возникает ощущение, что 'все подключили, настроили, и все работает как часы'. А ведь за этим стоит целая куча нюансов, от выбора датчиков до правильной логики управления. И я хочу поделиться некоторыми мыслями, основанными на собственном опыте, о том, какие подводные камни следует учитывать при проектировании и внедрении таких систем.
Что скрывается за 'полной автоматизацией'?
Когда речь заходит о полностью автоматизированном теплообменном аппарате с плк-управлением, многие представляют себе систему, которая сама решает все вопросы: поддерживает заданную температуру, регулирует расход теплоносителя, сигнализирует об авариях. Но реальность такова, что автоматизация – это лишь инструмент. Ее эффективность напрямую зависит от правильности его применения. Вопрос не в количестве подключенных датчиков и исполнительных механизмов, а в том, как они работают вместе для достижения поставленной цели.
Например, часто встречается ситуация, когда система получает огромное количество данных, но не способна их правильно интерпретировать. Датчики показывают, что температура в теплообменнике немного отклоняется от нормы, но плк не принимает никаких мер. Это может быть связано с неправильно настроенными алгоритмами управления, с неверным выбором пороговых значений или даже с ошибками в коде программы. Просто 'подключил' - недостаточно.
Проблемы с датчиками и их интеграцией
Первая и, пожалуй, самая важная часть – это выбор и установка датчиков. От качества датчиков напрямую зависит точность данных, которые поступают в систему управления. Мы столкнулись с ситуациями, когда использовались недорогие датчики, которые выдавали неточные показания. В итоге, вся система управления работала на 'слепоту', и эффективность теплообменника оставалась низкой.
Важно учитывать не только технические характеристики датчиков (точность, диапазон измерений), но и условия их эксплуатации. Например, если датчик установлен в агрессивной среде, он должен быть устойчив к коррозии и другим воздействиям. Кроме того, необходимо правильно интегрировать датчики в систему управления, чтобы обеспечить их бесперебойную работу и своевременную передачу данных.
Логика управления: где кроются ошибки?
Программа плк – это “мозг” системы. Именно она определяет, как система будет реагировать на изменения параметров технологического процесса. Одна из распространенных ошибок – это слишком сложная логика управления. В погоне за 'оптимальностью' часто создают алгоритмы, которые трудно понять и поддерживать. В результате, система становится хрупкой и подверженной ошибкам.
В нашем случае, мы часто сталкиваемся с ситуацией, когда система пытается оптимизировать работу теплообменника, учитывая множество факторов. Однако, в реальности, некоторые факторы оказывают гораздо большее влияние на процесс, чем другие. Поэтому, важно упростить логику управления, сосредоточившись на наиболее важных параметрах. Иначе, система может начать вести себя непредсказуемо.
Обслуживание и диагностика – не менее важны
Автоматизация – это не 'забудь и забудь'. Система управления требует регулярного обслуживания и диагностики. Необходимо следить за состоянием датчиков, проверять работоспособность исполнительных механизмов и регулярно обновлять программное обеспечение.
Мы разработали систему удаленного мониторинга, которая позволяет оперативно выявлять неисправности и предотвращать аварии. Эта система собирает данные с датчиков, анализирует их и отправляет предупреждения оператору в случае отклонения от нормы. Благодаря этому, мы смогли значительно снизить время простоя и повысить надежность оборудования.
Опыт с нестандартными задачами
Не все проекты полностью автоматизированных теплообменных аппаратов с плк-управлением одинаково просты. Иногда возникают нестандартные задачи, требующие индивидуального подхода. Например, мы работали над проектом, в котором необходимо было поддерживать стабильную температуру в теплообменнике с переменной производительностью теплоносителя. Для решения этой задачи пришлось разработать сложный алгоритм управления, учитывающий динамические изменения параметров технологического процесса. Это потребовало значительных усилий, но в итоге мы добились отличных результатов.
Выводы и рекомендации
Итак, полностью автоматизированный теплообменный аппарат с плк-управлением – это мощный инструмент, который может значительно повысить эффективность и надежность технологического процесса. Однако, для достижения этих результатов необходимо учитывать множество нюансов. Важно правильно выбрать и установить датчики, разработать оптимальную логику управления и обеспечить регулярное обслуживание системы. И самое главное – не забывать, что автоматизация – это лишь средство, а не цель. Главное – это достижение поставленной цели, и автоматизация должна служить этой цели, а не наоборот.
ООО Аньян Тэнжуй Энергосберегающее Оборудование занимается проектированием и производством полностью автоматизированных теплообменных аппаратов с плк-управлением. Мы имеем богатый опыт работы в этой области и готовы предложить вам оптимальное решение для вашего бизнеса. Наш сайт: https://www.tp-unit.ru. Если у вас есть вопросы, пожалуйста, обращайтесь!
Соответствующая продукция
Соответствующая продукция



Самые продаваемые продукты
Самые продаваемые продукты-
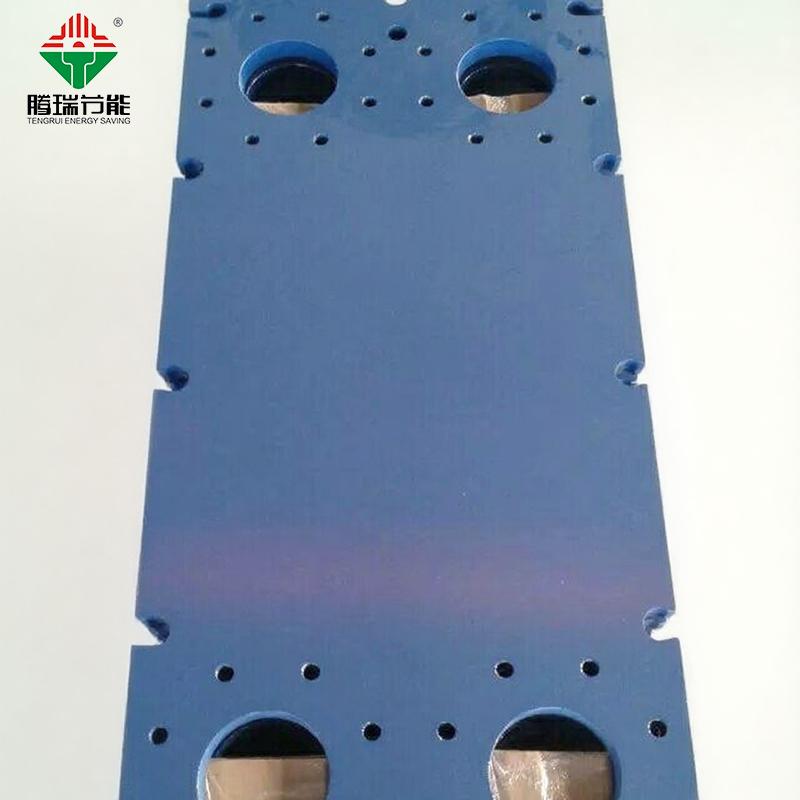 Прижимная плита
Прижимная плита -
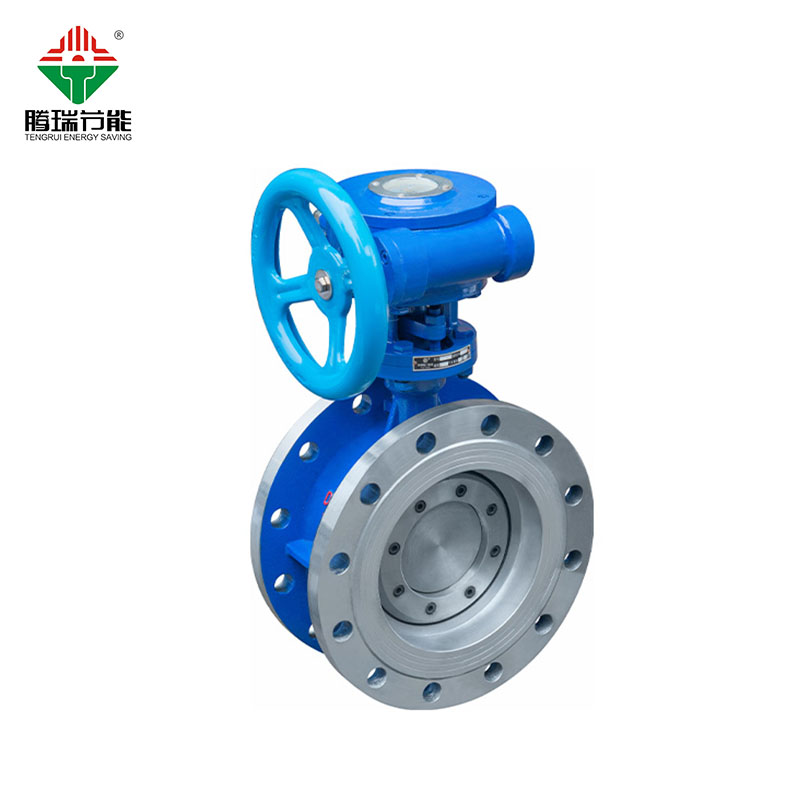 Клапан
Клапан -
 Пластинчатый теплообменник с прокладками
Пластинчатый теплообменник с прокладками -
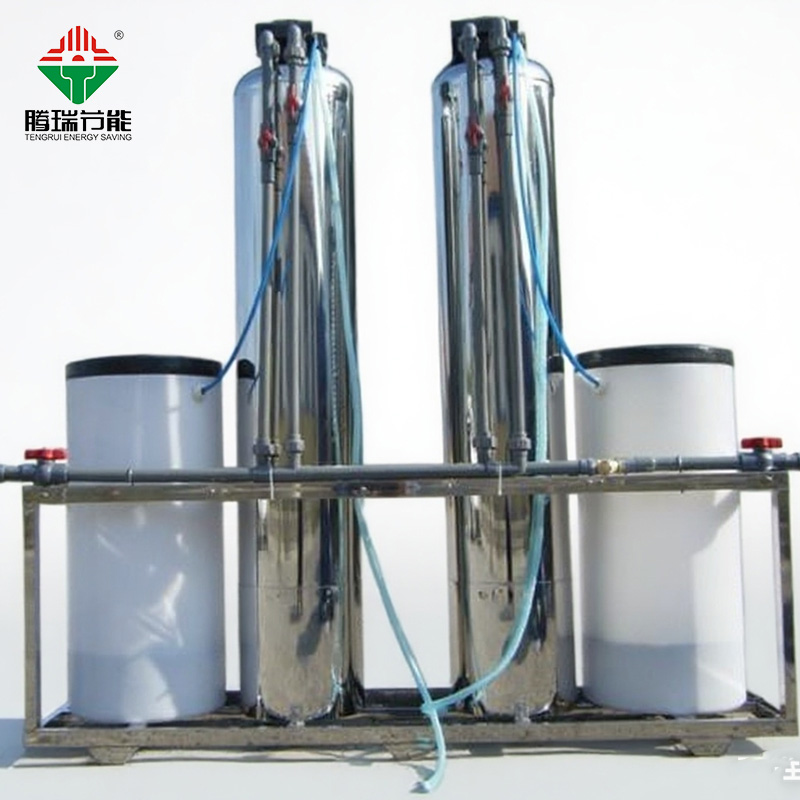
 Водоводяная теплообменная установка
Водоводяная теплообменная установка -
 Разборный пластинчатый теплообменник
Разборный пластинчатый теплообменник -
 Электрощиты управления
Электрощиты управления -
 Парожидкостный теплообменник
Парожидкостный теплообменник -
 Емкостной теплообменник
Емкостной теплообменник -
 Уплотнительная прокладка пластинчатого теплообменника
Уплотнительная прокладка пластинчатого теплообменника -
 Водоводяной теплообменник
Водоводяной теплообменник -
 Высокоэффективная теплообменная установка
Высокоэффективная теплообменная установка -
 Теплообменник с витыми трубами
Теплообменник с витыми трубами
Связанный поиск
Связанный поиск- Индивидуальное проектирование пластинчатых теплообменников поставщики
- Теплообменный блок для коммерческого отопления поставщик
- пароводяной теплообменник
- Высокотемпературные дисковые затворы производитель
- Теплообменник для химической промышленности производители
- Низкотемпературный теплообменник для криогенных систем поставщики
- Кислотостойкие прижимные плиты для пластинчатых теплообменников основная страна покупателя
- Стяжные болты для комплектующих пластинчатого теплообменника завод
- Титановые гофрированные пластины для пластинчатых теплообменников завод
- Контрольно-измерительные приборы для теплообменников производитель