+86-400-172-1514
-


-


WhatsApp


Решение для интеллектуальной теплообменной станции
Когда слышишь ?интеллектуальная теплообменная станция?, многие сразу думают про дистанционный сбор данных или красивые графики на экране. Это, конечно, часть правды, но если копнуть глубже — суть не в этом. Основная ошибка, которую я часто вижу в проектах, — это попытка натянуть ?умную? систему на старую, неоптимизированную физическую схему. Получается дорогая игрушка, которая не решает главных проблем: динамического регулирования под реальную нагрузку, предупреждения критических режимов и, что самое важное, — экономии ресурсов на всех этапах, от теплогенерации до потребителя. Именно об этом комплексном решении для интеллектуальной теплообменной станции и пойдёт речь, исходя из практики, а не из рекламных буклетов.
От железа к логике: почему PLC — это только начало
Начну с базиса. Многие производители, включая и нас в своё время, начинали с простого: ставили контроллер (чаще всего Siemens, Schneider) для автоматизации базовых операций — поддержание температуры, давление, включение/выключение насосов. И называли это интеллектуальной станцией. Но это лишь первый шаг. Сам по себе PLC — просто быстрый исполнитель. Интеллект начинается там, где появляется алгоритм, способный анализировать совокупность данных: температуру наружного воздуха, график работы объекта, тепловую инерцию здания, даже прогноз погоды.
Яркий пример — наш проект для жилого комплекса в Подмосковье. Изначально заказчик хотел ?самую современную автоматику?. Мы поставили станцию с PLC и датчиками, но быстро столкнулись с проблемой: система чётко держала заданные 75°C на выходе, но жильцы жаловались то на жару, то на холод. Оказалось, алгоритм не учитывал скорость ветра и солнечную радиацию на разные фасады дома. Пришлось дорабатывать, вводить коррекцию по косвенным параметрам. Это был момент истины: железо и софт должны проектироваться вместе, под конкретную задачу, а не собираться из коробочных решений.
Здесь стоит упомянуть подход компании ООО Аньян Тэнжуй Энергосберегающее Оборудование. На их сайте https://www.tp-unit.ru видно, что они изначально закладывают связку ?пластинчатый теплообменник — блок управления — система мониторинга?. Это правильный вектор. Их опыт, накопленный с основания в 2012 году, показывает, что профессиональный производитель должен объединять производство, монтаж и, что критично, — программирование алгоритмов под реальные условия, а не просто продавать оборудование списком.
Дьявол в деталях: датчики, коммуникации и надёжность
Любой инженер-наладчик скажет: самая слабая точка в любой автоматике — это периферия. Можно поставить самый мощный контроллер, но если датчики температуры имеют погрешность в 2-3 градуса или установлены в неправильном месте (например, на прямом солнце или в застойной зоне трубопровода), вся интеллектуальность системы летит в тартарары. Мы однажды потратили неделю на поиск причины скачков в контуре ГВС. Винили алгоритм, переписывали логику. А причина оказалась в банальном: датчик давления был установлен на вибрирующем участке трубы без демпфирующей вставки, и его показания ?плясали?.
Второй момент — коммуникации. Modbus, BACnet, OPC-UA — это must have для современной интеллектуальной теплообменной станции. Но как часто на объектах видишь, что эти протоколы ?не дружат? с диспетчеризацией заказчика, или данные идут с нереальной для управления частотой. Важно не просто иметь выход в сеть, а иметь структурированный, надёжный и, главное, защищённый канал передачи данных. И здесь опять важен комплекс: оборудование от одного ответственного производителя, который гарантирует совместимость всех компонентов, от теплообменника до конечного софта, минимизирует эти риски.
Именно комплексность подхода, которую декларирует ООО Аньян Тэнжуй Энергосберегающее Оборудование как компания, объединяющая производство, продажу, монтаж и обслуживание, здесь играет ключевую роль. Когда один подрядчик отвечает за теплообменник, бак и систему управления, ему некуда деваться — приходится отлаживать всё до мелочей, иначе сервисные вызовы его разорят. Это дисциплинирует и приводит к более качественным итоговым решениям.
Экономика ?интеллекта?: считать нужно не только оборудование
Самый сложный разговор с заказчиком — о цене. Интеллектуальная система стоит дороже обычной автоматики. И её нельзя продавать, просто перечисляя фичи. Нужно считать полный цикл. Приведу грубый, но реальный расчёт с одного из наших объектов — пищевое производство. Базовая автоматика: экономия за счёт исключения ?человеческого фактора? и точного поддержания параметров — около 7-10% тепловой энергии. Добавляем продвинутый алгоритм погодозависимого регулирования с учётом технологических циклов предприятия — ещё 5-8%. Внедряем систему предиктивной аналитики, которая по косвенным признакам (медленный рост перепада давлений на теплообменнике) предсказывает необходимость промывки за две недели до критического падения эффективности — это экономия на внеплановых остановках и увеличение межремонтного периода.
В итоге, хотя первоначальные вложения выше на 25-30%, срок окупаемости за счёт совокупной экономии энергии и ресурсов на обслуживании укладывается в 2-3 отопительных сезона. И это я ещё не учитываю снижение штрафов за перетоп или недовыработку продукции из-за сбоев в теплоснабжении. Вот это и есть истинная ценность решения для интеллектуальной теплообменной станции — не в гаджетах, а в деньгах, которые остаются в бюджете предприятия.
Кстати, на сайте tp-unit.ru в описании компании акцент сделан именно на энергосберегающее оборудование. Это правильный маркетинг. Потому что конечный покупатель ищет не ?интеллект? как абстракцию, а конкретные механизмы сокращения издержек. И когда производитель сфокусирован на этом, его продукты изначально проектируются с расчётом на экономический эффект.
Неудачи как часть пути: чему нас научили ?сырые? проекты
Было бы нечестно говорить только об успехах. Ранние наши попытки создать универсальное решение для интеллектуальной теплообменной станции иногда проваливались. Одна из ключевых ошибок — чрезмерная универсальность. Мы разработали программный блок с сотней настраиваемых параметров, думая, что это даст гибкость. На практике монтажники и наладчики на объектах либо боялись его трогать, либо, наоборот, случайно сбивали критичные настройки. Система была мощной, но не дружелюбной.
Из этого родился важный принцип: интерфейс и глубина настройки должны быть многоуровневыми. Для оператора — три-четыре ключевых показателя и кнопка ?аварийный сброс?. Для инженера-наладчика — расширенное меню с десятком параметров. Для разработчика или интегратора — полный доступ к логике и возможность кастомизации. Это требует больше работы на этапе разработки ПО, но полностью окупается на этапе внедрения и эксплуатации.
Этот же принцип, как я вижу, постепенно воплощается в отрасли. Производители, которые занимаются не только ?железом?, но и его ?начинкой?, как ООО Аньян Тэнжуй Энергосберегающее Оборудование, вынуждены думать об удобстве конечного пользователя. Ведь им же потом обслуживать эти системы. Поэтому их автоматизированные системы управления PLC, судя по описанию, — это не просто коробка с проводами, а часть продуманного технологического цикла.
Взгляд в будущее: интеграция, аналитика и предиктивность
Куда всё движется? Сейчас тренд — это уже не просто автономная интеллектуальная теплообменная станция, а элемент цифрового двойника всего теплового хозяйства района или предприятия. Станция перестаёт быть чёрным ящиком, который греет воду. Она становится источником структурированных данных для вышестоящих систем: о потреблённой энергии, о состоянии оборудования, о качестве теплоносителя.
Следующий шаг, над которым мы работаем, — это предиктивная аналитика на основе машинного обучения. Не просто сигнализация ?падение давления?, а анализ тренда: ?На основе данных о температуре, химическом составе воды и истории промывок, модель предсказывает, что эффективность теплообмена упадёт ниже допустимой через 18 дней. Рекомендуется запланировать промывку на 16-й день?. Это следующий уровень экономики — переход от планово-предупредительного к фактически-обоснованному ремонту.
Для этого, опять же, нужно оборудование, готовое к такой работе. Тот же нержавеющий бак для воды — это не просто ёмкость. Если в него встроены датчики уровня, температуры в нескольких точках по высоте, датчики мутности, он становится источником ценных данных для анализа работы всей станции. И когда компания производит и теплообменники, и баки, и системы управления, как ООО Аньян Тэнжуй, у неё есть уникальное преимущество — проектировать эти данные потоки изначально, на аппаратном уровне, а не прикручивать их потом.
В итоге, возвращаясь к началу. Решение для интеллектуальной теплообменной станции — это не продукт, а процесс. Проектирование, где инженерная мысль связывает воедино гидравлику, теплотехнику, автоматику и экономику. Это путь от простой автоматизации к созданию самонастраивающейся, самодиагностирующейся и, в идеале, самооптимизирующейся системы. И главный признак того, что ты на правильном пути — когда твоя станция работает так ровно и эффективно, что о ней попросту забывают, пока она тихо экономит ресурсы. К этому и нужно стремиться.
Соответствующая продукция
Соответствующая продукция





Самые продаваемые продукты
Самые продаваемые продукты-
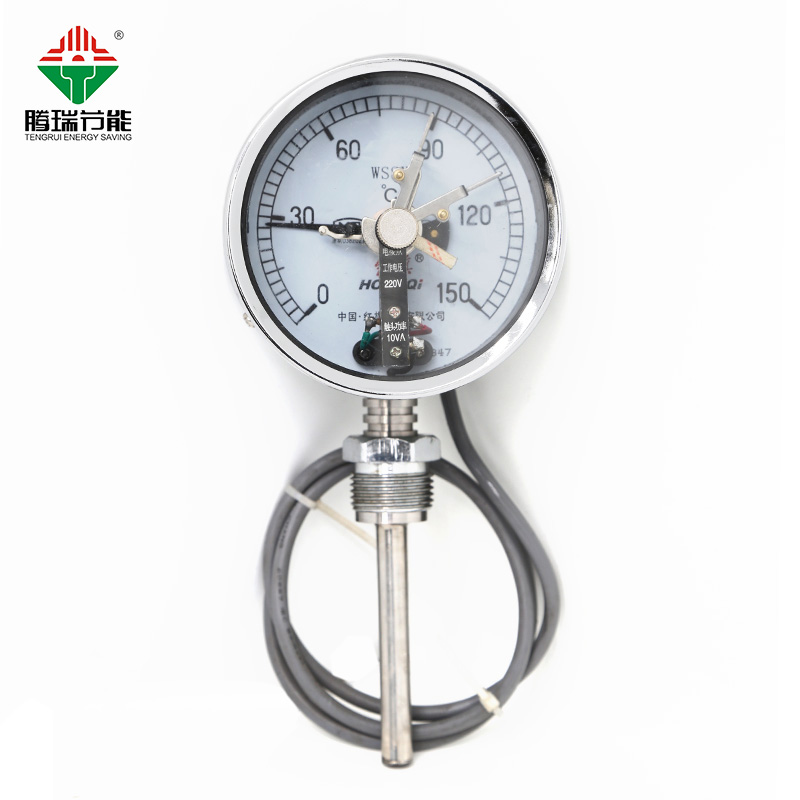 Контрольно-измерительные приборы
Контрольно-измерительные приборы -
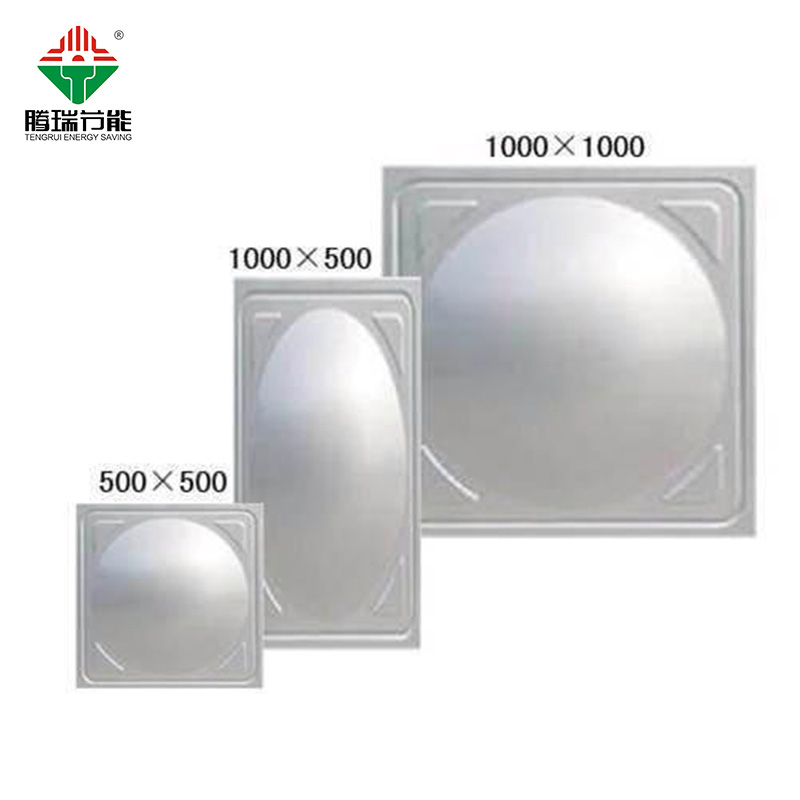 Нержавеющий водяной бак
Нержавеющий водяной бак -
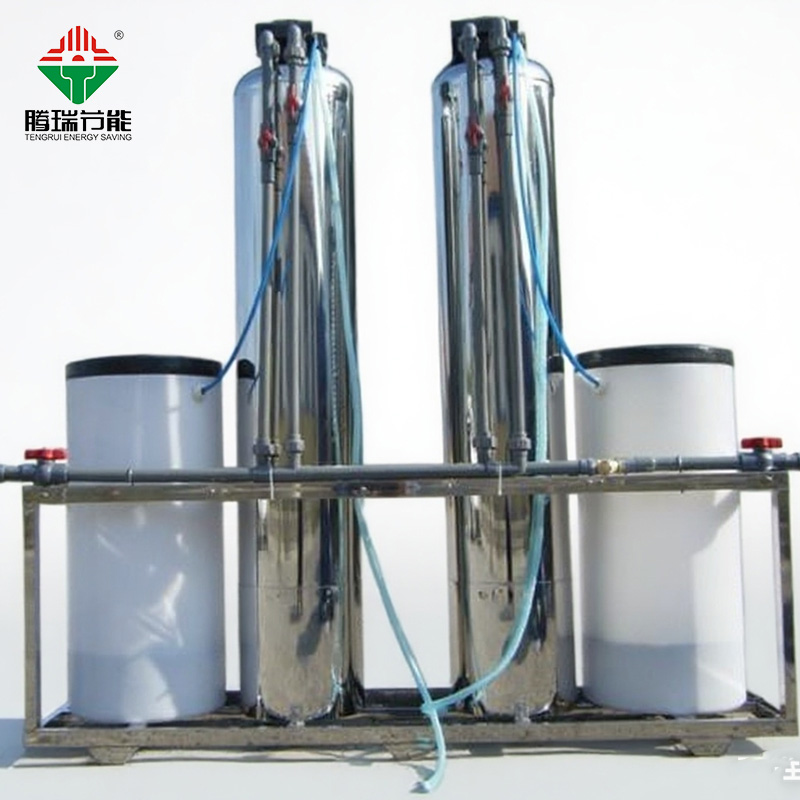 Умягченная вода
Умягченная вода -
 Теплообменник с витыми трубами
Теплообменник с витыми трубами -
 Клапан
Клапан -
 Водоводяной теплообменник
Водоводяной теплообменник -
 Подпиточный насос (многоступенчатый насос из нержавеющей стали)
Подпиточный насос (многоступенчатый насос из нержавеющей стали) -
 Разборный пластинчатый теплообменник
Разборный пластинчатый теплообменник -
 Теплообменник с плавающими змеевиками
Теплообменник с плавающими змеевиками -
 Прижимная плита
Прижимная плита -
 Электрощиты управления
Электрощиты управления -
 Пластины для пластинчатого теплообменника из нержавеющей стали
Пластины для пластинчатого теплообменника из нержавеющей стали
Связанный поиск
Связанный поиск- Кожухотрубный теплообменник производитель
- Разборный пластинчатый теплообменник для легкой очистки и обслуживания цена
- Высокотемпературный кожухотрубный теплообменник для нефтехимической промышленности основная страна покупателя
- Теплообменник из хастеллоя производители
- пластинчатый теплообменник для систем ОВКВ
- контрольно-измерительные приборы для мониторинга расхода в тепловых системах
- стяжные болты для высоконапорных систем отопления, вентиляции и кондиционирования
- Энергосберегающая система рекуперации тепла для промышленных котлов поставщик
- Теплообменник из хастеллоя производитель
- Трубопроводный насос для систем охлаждения теплообменников производитель