+86-400-172-1514
-


-


WhatsApp


Спецификации крутящего момента для стяжных болтов пластинчатых теплообменников завод
Начнем с простого. Вопрос крутящего момента для стяжных болтов пластинчатых теплообменников – это не просто цифра из каталога. Это целая история, которая часто обходит стороной, а ведь именно от правильного затяжения зависит долговечность всего теплообменника. Вроде бы, все просто: болт, гайка, определенное значение. Но реальность часто оказывается гораздо сложнее. Мы давно в этой теме, и вот что мы поняли….
Почему 'рекомендованный' момент – это только отправная точка
Производители, как правило, указывают рекомендованный крутящий момент для стяжных болтов. Это, безусловно, полезная информация, но ее нельзя воспринимать как абсолютную истину. На это влияет множество факторов, которые часто не учитываются при проектировании и затяжке. Во-первых, это материал болтов и пластин. Разные сплавы имеют разную упругость, что напрямую сказывается на оптимальном моменте затяжки. Во-вторых, состояние резьбы – даже минимальная коррозия может изменить характеристики соединений. В-третьих, температура эксплуатации теплообменника. При нагреве материалы расширяются, и это нужно учитывать. И, наконец, само качество инструмента для затяжки – старого, изношенного ключа, как правило, не стоит доверять.
Мы сталкивались с ситуациями, когда слепое следование рекомендациям приводило к проблемам. Например, с нержавеющими пластинчатыми теплообменниками. Рекомендуемый момент затяжки часто оказывается слишком высоким, особенно если используются недорогие болты или некачественная смазка. В итоге – повреждение резьбы, снижение герметичности и преждевременный выход из строя. Один случай особенно запомнился – теплообменник, изготовленный для агрессивной среды, был поврежден из-за перетягивания болтов. В процессе ремонта пришлось заменять несколько пластин и резьбу.
Влияние смазки и ее типа
Смазка играет огромную роль в процессе затяжки. Она снижает трение, улучшает распределение нагрузки и предотвращает повреждение резьбы. Но выбор смазки должен быть осознанным. Для нержавеющих сплавов рекомендуется использовать специальные смазки, устойчивые к коррозии. Не стоит использовать универсальные смазки, которые могут повредить материал. В нашей практике, часто рекомендуют литиевые смазки с добавками, обеспечивающие хорошую адгезию и долговечность. Важно не только тип смазки, но и ее нанесение – ее должно быть достаточно, чтобы смазать резьбу, но не настолько много, чтобы она вытекла и нарушила герметичность.
Особенности затяжки стяжных болтов в пластинчатых теплообменниках
Структура пластинчатых теплообменников, их плотность и конструкция предъявляют особые требования к затяжке стяжных болтов. Неравномерное распределение нагрузки может привести к деформации пластин и снижению эффективности теплопередачи. Иногда требуется затяжка в несколько этапов, с постепенным увеличением момента. Это особенно важно для теплообменников с большим количеством пластин.
Мы разрабатывали алгоритмы затяжки для автоматизированных систем управления теплообменными станциями. В этих алгоритмах учитывались все факторы, влияющие на процесс затяжки: материал болтов и пластин, тип смазки, температура эксплуатации, и даже состояние резьбы. Результат – повышение надежности и долговечности теплообменника, а также снижение затрат на ремонт.
Использование динамометрических ключей и их калибровка
Использование динамометрических ключей – это обязательное условие для обеспечения правильного крутящего момента стяжных болтов. Но не стоит полагаться на любой динамометрический ключ. Важно использовать качественный инструмент, регулярно калиброванный. Некачественный или не откалиброванный ключ может дать сбой и привести к неправильной затяжке.
Мы в своей компании постоянно проводим калибровку динамометрических ключей, используемых на производстве и при монтаже. Это позволяет нам быть уверенными в точности затяжки и избежать проблем с качеством продукции. Обычно, калибровку мы проводим раз в полгода, но если инструмент используется интенсивно, то требуется более частая калибровка.
Реальные примеры и ошибки, которые стоит избегать
К сожалению, мы сталкивались с множеством ошибок при затяжке стяжных болтов пластинчатых теплообменников. Одна из самых распространенных – перетягивание болтов. Это приводит к повреждению резьбы, деформации пластин и снижению герметичности. В другой раз, мы обнаружили, что болты были затянуты недостаточно сильно, что привело к утечке теплоносителя. Такие ошибки, как правило, возникают из-за недостаточной квалификации персонала, использования некачественного инструмента или игнорирования рекомендаций производителя.
Чтобы избежать таких ошибок, необходимо обеспечить обучение персонала, использовать качественный инструмент и соблюдать технологию затяжки. Также важно проводить регулярные проверки затяжки болтов и своевременно устранять любые дефекты. Наш опыт показывает, что инвестиции в обучение и контроль качества окупаются многократно, так как позволяют избежать дорогостоящего ремонта и простоев.
Особенности затяжки больших и сложных теплообменников
При работе с большими и сложными теплообменниками необходимо особое внимание уделять последовательности затяжки стяжных болтов. Неправильная последовательность может привести к неравномерному распределению нагрузки и деформации пластин. В таких случаях рекомендуется использовать специальные схемы затяжки, разработанные с учетом конструкции теплообменника.
Для больших теплообменников мы часто используем автоматизированные системы управления затяжкой. Эти системы позволяют контролировать момент затяжки каждого болта и обеспечивать равномерное распределение нагрузки. Это особенно важно для теплообменников, предназначенных для работы в агрессивных средах или при высоких температурах.
В заключение: Практика, опыт и постоянное совершенствование
Затяжка крутящего момента для стяжных болтов пластинчатых теплообменников – это не просто техническая процедура, это важный этап, от которого зависит надежность и долговечность всего теплообменника. Не стоит экономить на инструменте, смазке и обучении персонала. Лучше потратить немного больше времени и сил, чем потом разбираться с последствиями ошибки. В ООО Аньян Тэнжуй Энергосберегающее Оборудование мы постоянно совершенствуем наши технологии и процессы, чтобы обеспечивать высокое качество продукции и надежность наших клиентов. Мы всегда готовы поделиться своим опытом и помочь вам решить любые вопросы, связанные с затяжкой болтов.
Соответствующая продукция
Соответствующая продукция






Самые продаваемые продукты
Самые продаваемые продукты-
 Теплообменник с витыми трубами
Теплообменник с витыми трубами -
 Водоводяной теплообменник
Водоводяной теплообменник -
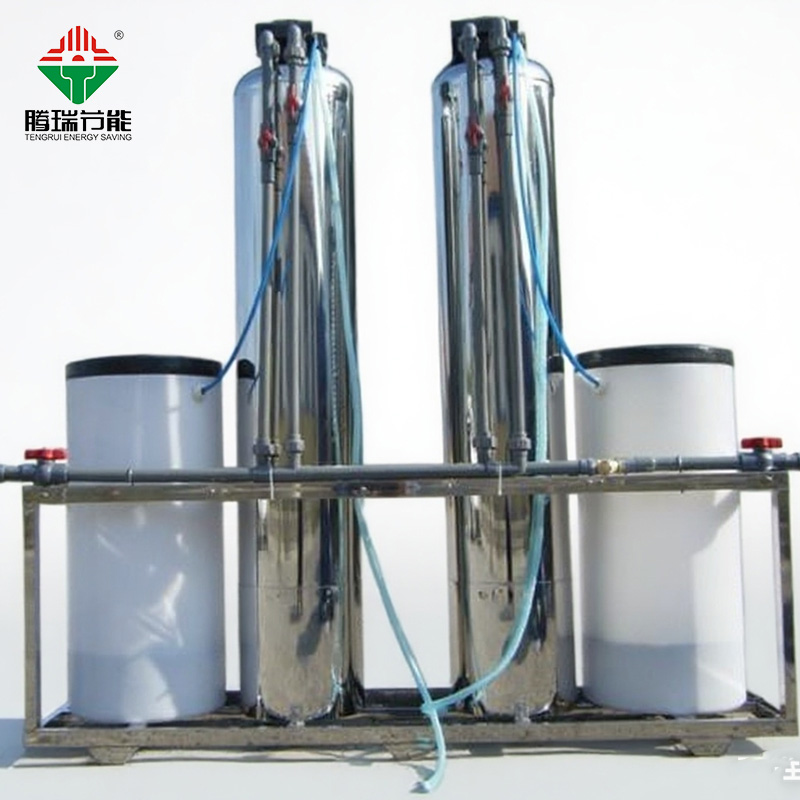
 Прижимная плита
Прижимная плита -
 Подпиточный насос (многоступенчатый насос из нержавеющей стали)
Подпиточный насос (многоступенчатый насос из нержавеющей стали) -
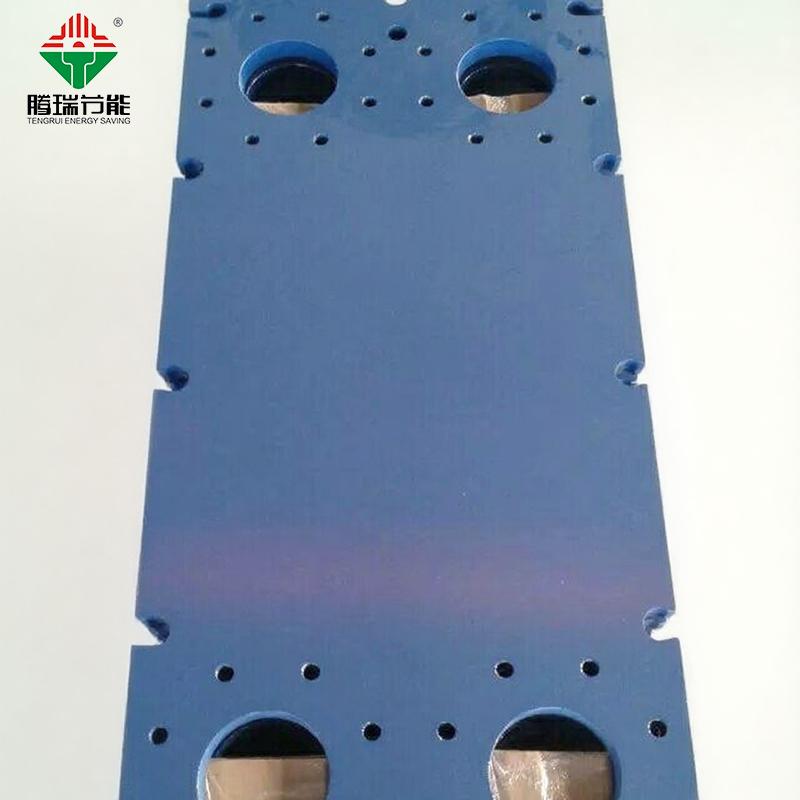
 Контрольно-измерительные приборы
Контрольно-измерительные приборы -
 Уплотнительная прокладка пластинчатого теплообменника
Уплотнительная прокладка пластинчатого теплообменника -
 Клапан
Клапан -
 Стяжные болты
Стяжные болты -
 Полностью автоматическая теплообменная установка
Полностью автоматическая теплообменная установка -
 Циркуляционный насос (трубопроводный насос)
Циркуляционный насос (трубопроводный насос) -
 Пластинчатый теплообменник с прокладками
Пластинчатый теплообменник с прокладками -
 Электрощиты управления
Электрощиты управления
Связанный поиск
Связанный поиск- Высокоэффективный теплообменник с низким перепадом давления цена
- Теплообменный аппарат с низким перепадом давления поставщик
- Биоразлагаемые экологичные прокладки для пластинчатых теплообменников поставщик
- Высокотемпературные дисковые затворы поставщики
- Высоконапорный пароводяной теплообменник с сертификатом asme основная страна покупателя
- Автоматизированная теплообменная станция российский проект
- Химически стойкие прокладки для пластинчатых теплообменников завод
- как повысить эффективность теплообменных установок
- сильфонный теплообменник для компенсации теплового расширения
- Высокотемпературный кожухотрубный теплообменник для нефтехимической промышленности основная страна покупателя