+86-400-172-1514
-


-


WhatsApp


энергоэффективный теплообменный блок
Говоря об энергоэффективных теплообменных блоках, сразу приходит в голову множество красивых формул и сертификатов. Но реальность часто оказывается гораздо прозаичнее – борьба с конденсатом, оптимизация потоков, поиск баланса между стоимостью и отдачей. Иногда кажется, что все эти сложные расчеты – лишь маскировка простых, но очень важных вещей: правильный выбор материалов, грамотная компоновка и, конечно же, качественная сборка. Попытаюсь поделиться некоторыми наблюдениями, заимствованными из опыта работы с различными системами, не претендуя на всеобъемлющую истину.
Проблема конденсата: не всегда очевидная
Конденсат – это, пожалуй, самая распространенная головная боль при работе с теплообменными блоками, особенно в системах с рекуперацией тепла. Многие заказчики воспринимают это как неизбежный спутник энергосбережения, но на деле это часто сигнал о неправильном подходе. Недостаточная теплоизоляция, неоптимальный тепловой режим, неправильный выбор материалов – все это может приводить к образованию конденсата. Недавний проект для крупного производственного предприятия показал, что даже при использовании современных материалов, без тщательного анализа и корректировки параметров работы, проблема оставалась актуальной. Помню, как мы потратили недели на поиски источника конденсата, пока не выяснилось, что причина – в неплотном прилегании изоляционных панелей в одном из секторов блока. Простое устранение щелей решило проблему.
На самом деле, важно понимать, что конденсат – это не всегда признак дефекта. В некоторых случаях он может быть допустимым, если он правильно организован и не приводит к повреждению оборудования. Например, в системах с автоматической конденсатоотводящей системой. Но даже в таких системах важно контролировать количество образующегося конденсата и убедиться, что он не вызывает коррозию.
Материалы и их влияние на эффективность
Выбор материалов – ключевой фактор, влияющий на эффективность и долговечность энергоэффективного теплообменного блока. Хотя нержавеющая сталь и медь считаются классическими материалами, сегодня все чаще используются титановые сплавы, особенно в агрессивных средах. Мы несколько лет назад работали с проектом, где стандартная нержавеющая сталь начала разрушаться в системе, работающей с водой, содержащей повышенное количество солей. Переход на титановый сплав позволил не только решить проблему коррозии, но и улучшить теплопередачу. Конечно, титан дороже, но в долгосрочной перспективе экономия на ремонте и замене оборудования оправдывает затраты.
Важно учитывать не только теплопроводность материала, но и его химическую стойкость. Не стоит забывать, что современные теплоносители часто содержат различные добавки, которые могут оказывать негативное влияние на материалы теплообменника. Поэтому, при выборе материалов, необходимо проводить тщательный анализ совместимости с используемым теплоносителем.
Оптимизация гидравлического режима: это не просто теория
Эффективность энергоэффективного теплообменного блока напрямую зависит от гидравлического режима работы. Правильная компоновка каналов, оптимальная скорость потока, минимизация гидравлических потерь – все это влияет на теплопередачу и энергопотребление. Мы часто сталкиваемся с ситуациями, когда заказчики выбирают теплообменник с максимальной площадью поверхности, не учитывая при этом особенности системы. В результате, теплообменник работает с низкой эффективностью, и не достигает заявленных показателей.
Иногда даже незначительные изменения в гидравлическом режиме могут существенно повлиять на производительность системы. Например, небольшое увеличение скорости потока может повысить теплопередачу, но также увеличит гидравлические потери и, как следствие, энергопотребление насосов. Поэтому, оптимизация гидравлического режима – это сложная и многогранная задача, требующая тщательного анализа и моделирования.
Автоматизация управления: переход к 'умным' системам
В последние годы все большую популярность приобретают автоматизированные системы управления теплообменными блоками. Эти системы позволяют контролировать и регулировать параметры работы теплообменника в режиме реального времени, что позволяет оптимизировать энергопотребление и повысить эффективность системы. Мы реализовали несколько проектов, в которых внедрили автоматизированные системы управления на базе PLC и SCADA. Результат – снижение энергопотребления на 15-20% и повышение надежности работы системы.
Конечно, внедрение автоматизированных систем управления требует определенных затрат и квалификации персонала. Но в долгосрочной перспективе эти затраты окупаются за счет снижения эксплуатационных расходов и повышения эффективности системы. Важно выбирать систему управления, которая соответствует требованиям конкретной задачи и обеспечивает удобство использования.
Уроки из неудач: что не стоит повторять
Нельзя не упомянуть о некоторых ошибках, которые мы встречали при работе с энергоэффективными теплообменными блоками. Например, один из наших клиентов заказал теплообменник с очень сложной геометрией, чтобы максимизировать площадь поверхности. В результате, теплообменник оказался слишком громоздким и дорогим, а его эксплуатация оказалась затруднена. Другой случай – использование некачественных уплотнителей, что привело к утечкам теплоносителя и снижению эффективности системы.
При проектировании и монтаже теплообменных блоков необходимо учитывать не только технические характеристики оборудования, но и особенности эксплуатации. Важно использовать качественные материалы и комплектующие, а также соблюдать все требования к монтажу и пусконаладке. Только в этом случае можно добиться максимальной эффективности и долговечности системы.
ООО Аньян Тэнжуй Энергосберегающее Оборудование (https://www.tp-unit.ru/) – это компания, с которой мы успешно сотрудничаем на протяжении многих лет. Их продукция отличается высоким качеством и надежностью, а также широким ассортиментом теплообменного оборудования. В частности, их пластинчатые теплообменники зарекомендовали себя как эффективное и экономичное решение для различных отраслей промышленности.
Соответствующая продукция
Соответствующая продукция



Самые продаваемые продукты
Самые продаваемые продукты-
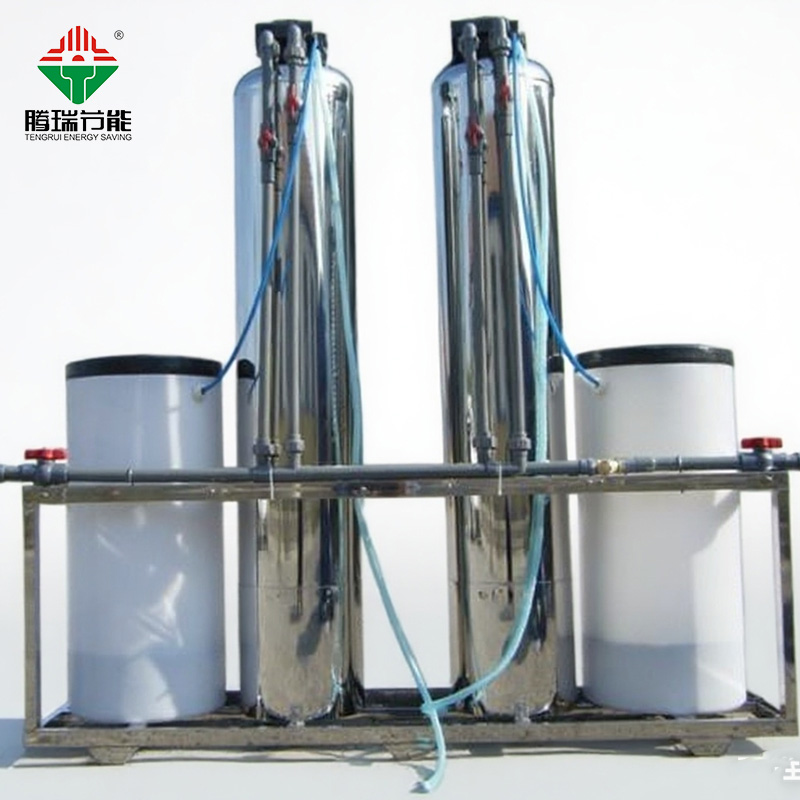
 Прижимная плита
Прижимная плита -
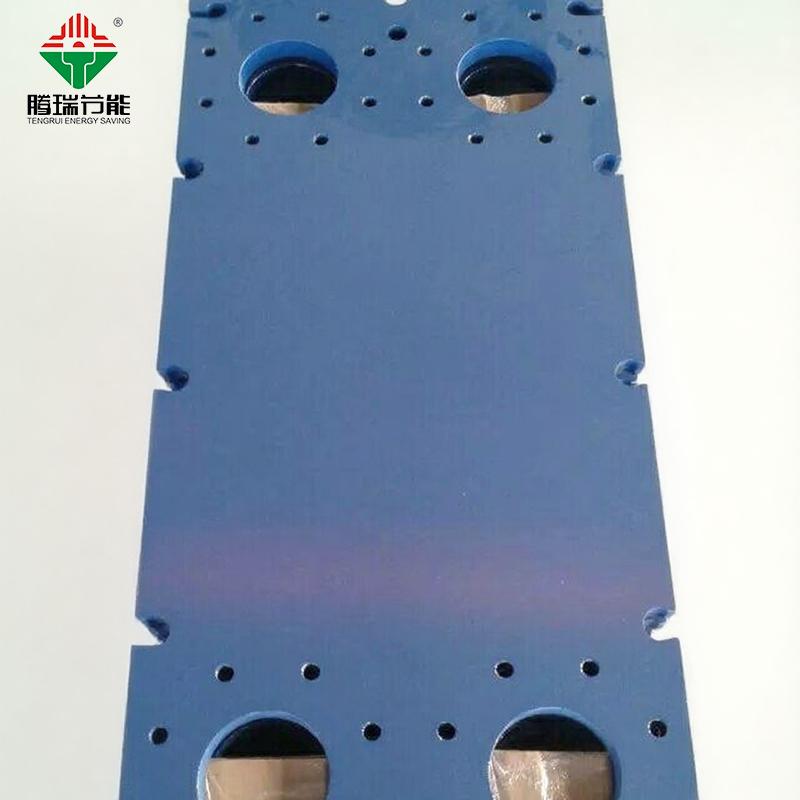
 Контрольно-измерительные приборы
Контрольно-измерительные приборы -
 Клапан
Клапан -
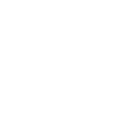
 Нержавеющий водяной бак
Нержавеющий водяной бак -
 Отопительная теплообменная установка
Отопительная теплообменная установка -
 Разборный пластинчатый теплообменник
Разборный пластинчатый теплообменник -
 Уплотнительная прокладка пластинчатого теплообменника
Уплотнительная прокладка пластинчатого теплообменника -
 Парожидкостная теплообменная установка
Парожидкостная теплообменная установка -
 Полностью автоматическая теплообменная установка
Полностью автоматическая теплообменная установка -
 Теплообменник с гофрированными трубами
Теплообменник с гофрированными трубами -
 Емкостной теплообменник
Емкостной теплообменник -
 Высокоэффективная теплообменная установка
Высокоэффективная теплообменная установка
Связанный поиск
Связанный поиск- Антистатические взрывобезопасные прокладки для пластинчатых теплообменников поставщики
- Теплообменный аппарат для рекуперации тепла основная страна покупателя
- Стяжные болты для высоконапорных систем отопления, вентиляции и кондиционирования поставщики
- Запасные части для теплообменников в наличии производители
- Самодиагностирующий полностью автоматический теплообменный блок цена
- Пластины из нержавеющей стали для пластинчатого теплообменника производители
- Epdm прокладки, соответствующие требованиям fda основная страна покупателя
- Прокладки для пластинчатых теплообменников завод
- Оптовая продажа теплообменных агрегатов в России
- Энергоэффективный водо-водяной теплообменник для систем овкв производители